There are several characteristics to the appearance to include; dull gray color, rust stains, blisters, texture
(smooth, rough), lumps, pimples, bare spots, bulky white deposit, and dark spots. The following information
will tell more about these different appearance issues:
1. Dull gray coating: This type of coating is normally acceptable and is caused by growth of the zinc iron alloy layers through to the surface of the galvanized coating .
2. Rust stains: The rust stains are acceptable when present as a surface stain, this is usually caused by contact with or drainage with other corroded steel surfaces.
3. Blisters: Small intact blisters in the coating are acceptable and are usually due to absorption of hydrogen by the steel during the pickling process being expelled as a result of the heat put off by the galvanizing process.
4 General roughness and thick coatings: General roughness of the outer material is normally acceptable as long as not otherwise agreed on with the consumer. The cause of rough galvanized coatings is usually a result from uneven growth of zinc iron alloys because of the composition or surface condition of the steel.
5. Lumpiness and runs: Lumps are normally acceptable unless otherwise specified and are caused by uneven drainage. Lumps and runs have no impact on the coating life.
6. Pimples: Pimples are grounds for rejection depending on size and extent. Pimples are caused by inclusions of dross in the coating. Dross, which is a zinc iron alloy particles has a similar corrosion rate to the galvanized coating and its presence as finely dispersed pimples is not objectionable. Gross dross inclusions may be
grounds for rejection as they tend to embrittle the coating.
7. Bare spots: Bare spots are generally acceptable if small in area and suitably repaired, depending on the nature of the product. Some reasons for bare spots are faulty processing, rolling defects, laminations and nonmetallic impurities rolled into the surface.
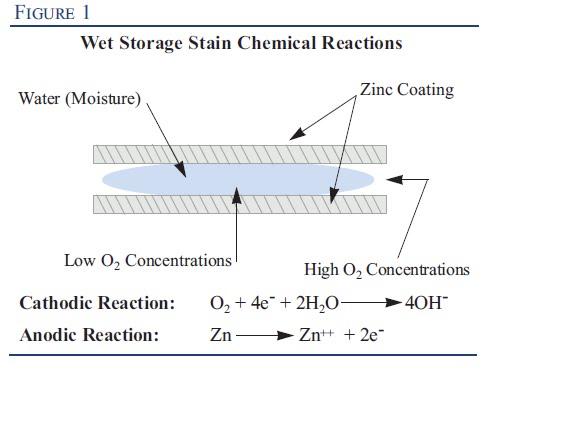
8. Wet storage stain or bulky white deposit: A bulky white or gray deposit, known as wet storage stain may form on the surface of closely stacked freshly galvanized articles which become damp under poorly ventilated conditions during storage or were left damp as a result of the product not being dry before storing. reason for wet material being stored is an insufficient wax concentration, either to much was or to little.
Appearance
A galvanized coating is normally smooth, continuous and free from gross surface imperfections and inclusions. While the heavy zinc coating on general galvanized articles should be smooth and continuous it cannot be compared for surface smoothness to continuously galvanized sheet steel or wire since these are produced by processes which permit close control of coating thickness and appearance.
Differences in the lustre and colour of galvanized coatings do not significantly affect corrosion resistance and the presence or absence of spangle has no effect on coating performance. As discussed under ‘Dull grey coating’ below, uniform or patchy matt grey galvanized coatings give equal or better life than normal bright or spangled coatings. It is recommended that inspection of galvanized work should be carried out by a designated party at the galvanizer’s works in accordance with the following guidelines, and tested when
necessary as detailed under ‘Non-destructive testing for coating thickness’.
Variations in appearance and their relationship to coating quality Variations in appearance of galvanized coatings listed below and their influence on coating quality are discussed on following pages.
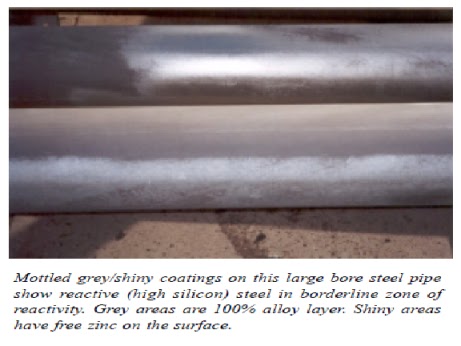
Dull grey coating
General comment: Acceptable. A dull grey appearance is caused by growth of the zinc-iron alloy layers through to the surface of the galvanized coating. Grey coatings may appear as localized dull patches or
lacework patterns on an otherwise normal galvanized coating or may extend over the entire surface.
Dull grey coatings usually occur on steels with relatively high silicon content which are highly reactive to molten zinc as discussed under ‘Composition of steel’.

Welds made with steel filler rods containing silicon may also produce localised grey areas in an otherwise normal galvanized coating.
Dull grey coatings are often thicker than the normal bright or spangled coatings and therefore give longer life. It is rarely possible for the galvanizer to minimise or control the development of dull grey coatings which is dependent basically on steel composition.
Blisters
General comment: Small intact blisters acceptable.
Extremely rare. Small blisters in galvanized coatings are due to hydrogen absorbed by the steel during pickling being expelled as a result of the heat of the galvanizing process. Their occurrence is due to the nature of the steel and is outside the control of the galvanizer. Blisters do not reduce the corrosion resistance of the coating.
Rust staint
General comment: Acceptable when present as a surface stain.

Rust staining on the surface of galvanized coatings is usually due to contact with or drainage from other corroded steel surfaces. Steel filings or saw-chips produced during erection and fabrication operations should be removed from galvanized surfaces to prevent possible localised rust staining. Rust staining may also be caused by the weeping of pickling acid from seams and joints causing damage to the galvanized coating, and in such cases requires a modification in design as discussed under ‘Overlapping surfaces’.
A thin brown surface staining sometimes occurs in service when the galvanized coating comprises entirely zinc-iron alloys as discussed under ‘Dull grey coating’. Staining arises from corrosion of the iron content of the zinciron alloy coating and is therefore outside the control of the galvanizer. It has no effect on the corrosion resistance of th coating. Long term exposure testing has shown that the corrosion resistance of zinc-iron alloys is similar to that of normal galvanized coatings.
General roughness and thick coatings on welds.
General comment: Acceptable, unless otherwise agreed.

Rough galvanized coatings usually result from uneven growth of zinc-iron alloys because of the composition or surface condition of the steel. Where welding electrodes containing silicon have been used, the galvanized coating on the weld area may be thicker than normal and may also be brittle. Rough coatings of this type are usually thicker than normal and therefore provide longer protective life. General roughness may also be caused by over-pickling, prolonged immersion in the galvanizing bath, or excessive bath temperature, factors which are frequently dictated by the nature of the work and may be beyond the control of the
galvanizer. In architectural applications where a rough finish is aesthetically or functionally unacceptable, the steel composition and surface preparation should be closely specified and the galvanizer consulted at an early stage. It is rarely possible for the galvanizer to effect any later improvement.
Lumpiness and runs
General comment: Acceptable unless otherwise specified.
Australian/New Zealand Standard 4680 ‘Hot dip galvanized (zinc) coatings on fabricated ferrous articles’ demands that a galvanized coating shall be ‘smooth’ but points out that smoothness is a relative term and that coatings on fabricated articles should not be judged by the same standards as those applied to continuously galvanized products such as sheet steel and wire, since these are produced by processes which permit a high degree of control over coating thickness and appearance. Lumps and runs arising from uneven

drainage are not detrimental to coating life. When zinc drainage spikes are present on galvanized articles
and their size and position is such that there is a danger they may be knocked off in service removing the coating down to the alloy layers, they should be filed off by the galvanizer and, where necessary, the coating should be repaired as described. For architectural applications the galvanizer can sometimes
achieve a smoother finish than the normal commercial coating, depending on the shape and nature of the product. The steel should be carefully specified and the galvanizer consulted at the design stage and advised when the order is placed. Extra cost may be involved.
Pimples

General comment: May be grounds for rejection depending on size and extent.
Pimples are caused by inclusions of dross in the coating. Dross, which comprises zinc-iron alloy particles, has a similar corrosion rate to the galvanized coating and its presence as finely dispersed pimples is not objectionable. Gross dross inclusions may be grounds for rejection as they tend to embrittle the coating.
Bare spots
General comment: Acceptable if small in area and suitably repaired, depending on the nature of the product.
Small localised flaws up to about 3 mm wide in a galvanized coating are usually self-healing because of the cathodic protection provided by the surrounding coating as discussed under Cathodic Protection .

They have little effect on the life of the coating. Australian/New Zealand Standard 4680 Appendix E
‘Renovation of damaged or uncoated areas’ specifies that “... the sum total of the damaged or uncoated areas shall not exceed 0.5% of the total surface area or 250cm2, whichever is the lesser, and no individual damaged or uncoated areas greater than 40cm2. However, as an exception, uncoated areas greater than 40cm2, which have been caused by unavoidable air locks during the galvanizing operation, shall be repaired.” Repair methods which accord with AS/NZS 4680 Appendix E are detailed.
Bare spots may be caused by under-preparation by the galvanizer and by a number of factors outside his control, and for which he cannot be responsible, including the presence of residual welding slags, rolling defects such as laps, folds and laminations in the steel, and non-metallic impurities rolled into the steel surface.
Wet storage stain or bulky white deposit
General comment: Not the galvanizer’s responsibility unless present before first shipment. Acceptable if non-adherent deposit is removed and the coating meets coating mass requirements. A bulky white or grey deposit, known as wet storage stain may form on the surface of closely stacked freshly galvanized
articles which become damp under poorly ventilated conditions during storage or transit. In extreme cases, the
protective value of the zinc coating may be seriously impaired but the attack is often very light despite the bulky appearance of the deposit. Initiation and development of wet storage staining on new
galvanized surfaces is readily prevented as detailed by attention to conditions of storage and transport and by
application of a chromate passivation treatment. Where the surface staining is light and smooth without
growth of the zinc oxide layer as judged by lightly rubbing fingertips across the surface, the staining will gradually disappear in service and blend in with the surrounding zinc surface as a result of normal weathering.
When the affected area will not be fully exposed in service, particularly on the underside of steelwork and in
condensation areas, or when it will be subject to a humid environment, wet storage staining must be removed as detailed below, even if it is superficial. Removal is necessary to allow formation of the basic zinc carbonate film which normally contributes to the corrosion resistance of galvanized
coatings. Medium to heavy buildup of white corrosion product must be removed to allow formation of a basic zinc carbonate film in service. Light deposits can be removed by brushing with a stiff bristle brush. Heavier deposits can be removed by brushing with a 5 percent solution of sodium or potassium dichromate with the addition of 0.1 percent by volume of concentrated sulphuric acid. This is applied with a stiff brush and left for about 30 seconds before thorough rinsing and drying. A check should be made to ensure that the coating
thickness in affected areas is not less than the minimum specified in relevant standards for the various classes of galvanized coatings as detailed. In extreme cases, where heavy white deposit or red rust has been allowed to form as a result of prolonged storage under poor conditions, corrosion products must be removed by thorough wire brushing and the damaged area repaired as detailed.
Dark spots/Flux staining
General comments: Acceptable if flux residues have been removed.
Smuts of dirt may be picked up on the surface of the galvanized coating from floors and trucks or from contact with other articles. These smuts are readily washed off to reveal a sound coating and are not harmful.
Where a flux blanket is used in the galvanizing process, stale flux may adhere to the surface of the work during immersion and appear as a black inclusion in the coating. Such inclusions tend to pick up moisture forming a corrosive solution and coatings containing them should be rejected. Black stains or deposits of flux picked up on the surface. the object is withdrawn from galvanizing the bath do not warrant rejection provided the underlying coating is sound and the deposit is removed.